Akryl linse, PMMA plast linse.


Linse introduktion:
Bundpladen af akryl linse er lavet af PMMA, som også kaldes presset akryl linse af folk i Hong Kong og Taiwan.Akryllinse refererer til den ekstruderede akrylplade.For at opnå den optiske kvalitet galvanisering, vil bundpladen danne spejleffekten efter vakuumbelægning.Plastlinse bruges til at erstatte glaslinse, som har fordelene ved let vægt, ikke let at bryde, bekvem støbning og forarbejdning, nem farvning og så videre, udviklingsmomentum stiger dag for dag, og det er blevet en slags teknologi i linseproduktion.Plastplader kan generelt laves til: enkeltsidet spejl, dobbeltsidet spejl, plastspejl, papirspejl, halv linse osv. de kan laves efter forskellige krav.For eksempel kan skærmen på mobiltelefon og tv ses hver dag.
Objektivets egenskaber:
Akryl er velegnet til sekundær bearbejdning, såsom bearbejdning, termoplastisk støbning, blæsestøbning, blister, opløsningsmiddelbinding, termisk trykning, serigrafi og vakuumgalvanisering.Efter succesen er det, hvad vi kalder akryllinse.
Akrylplade polymeriseres af methylmethacrylatmonomer (MMA), nemlig polymethylmethacrylat (PMMA) pladeplexiglas, som er en slags plexiglas behandlet ved en speciel proces.Det har ry som "plastikdronning".Forskning og udvikling af akryl har en historie på mere end 100 år.
Linsebrug:
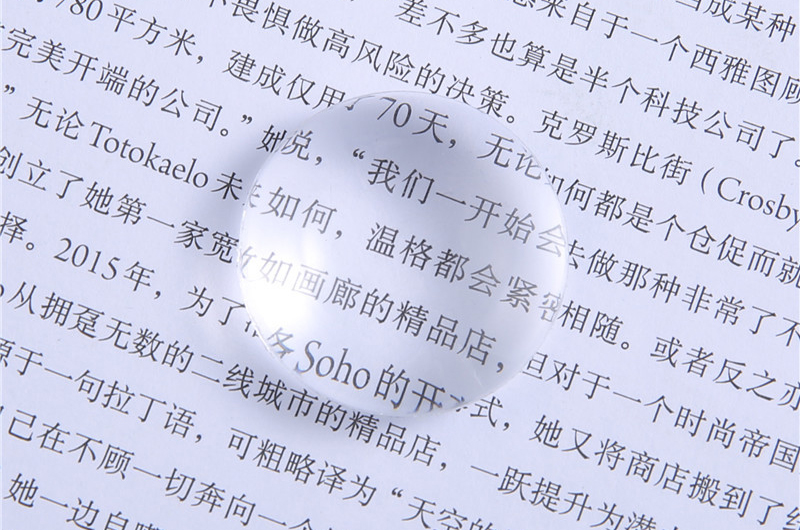
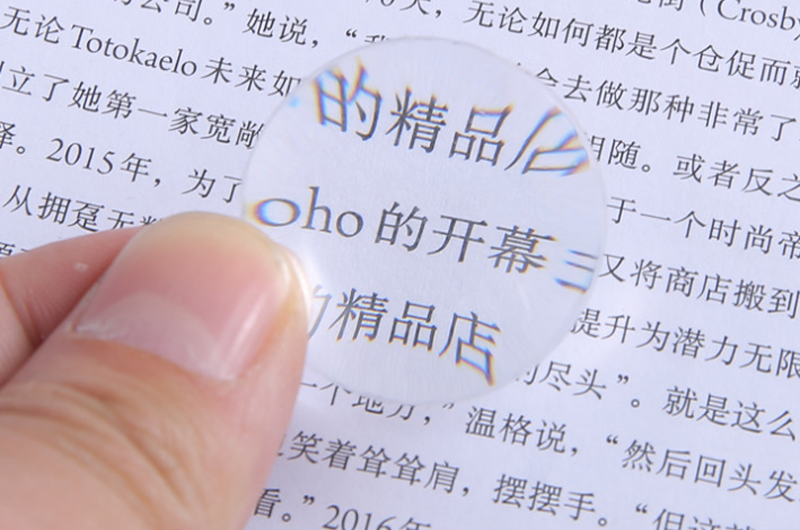
Akryl har fordelene ved let vægt, lav pris og nem støbning.Dets støbningsmetoder omfatter støbning, sprøjtestøbning, bearbejdning, termoformning af akryl osv. Især sprøjtestøbning kan fremstilles i store mængder med enkel proces og lave omkostninger.Derfor er det meget udbredt i instrumentdele, billamper, optiske linser, gennemsigtige rør og så videre.
Akryl er det bedste nye materiale til at lave sanitetsartikler efter keramik.Sammenlignet med traditionelle keramiske materialer har akryl ikke kun uovertruffen høj lysstyrke, men har også følgende fordele: god sejhed og ikke let at beskadige;Stærk genoprettende, så længe det bløde skum dyppet i tandpasta kan tørre sanitetsartikler af en ny.Teksturen er blød, og der er ingen benafkølende følelse om vinteren;Lyse farver kan opfylde den individuelle udøvelse af forskellig smag.Bordvasken, badekarret og toilettet lavet af akryl er ikke kun udsøgt i stil, holdbart, men også miljøvenligt.Dens strålingslinje er næsten den samme som for menneskelige knogler.Akryl sanitetsartikler dukkede først op i USA og tegner sig nu for mere end 70% af hele det internationale marked.På grund af vanskeligheden og de høje omkostninger ved akrylproduktion er der mange billige erstatninger på markedet.Disse erstatninger, også kendt som "akryl", er faktisk almindelig organisk plade eller kompositplade (også kendt som sandwichplade).Almindelig økologisk plade støbes med almindeligt plexiglas-revnemateriale og pigment.Dens overfladehårdhed er lav og let at falme.Poleringseffekten er dårlig efter polering med fint sand.Kompositpladen har kun et tyndt lag akryl på overfladen og ABS-plast i midten.Det er let at delaminere på grund af påvirkningen af termisk ekspansion og koldt svind under brug.Sand og falsk akryl kan identificeres ud fra den subtile farveforskel og polerende effekt af pladesektionen.1 Arkitektonisk anvendelse: vindue, lydisoleret dør og vindue, dagslysdæksel, telefonboks, dekorativt farvespejl osv. Reklameapplikation: lysboks, skilt, skilt, udstillingsstativ osv. Transportanvendelse: tog, bil bakspejl, billinse osv. 4 Medicinsk anvendelse: babykuvøse, forskellige kirurgiske medicinske instrumenter, civile artikler: kunsthåndværk, kosmetiske spejle, beslag, akvarier, legetøjsspejle osv. Industriel anvendelse: instrumentpanel og dæksel osv. Belysningsapplikationer: fluorescerende lampe, lysekrone, gadelampedæksel, led reflektor, akrylreflektor mv.
Proces egenskaber:
1. Akryl indeholder polær side methyl, som har tydelig hygroskopicitet.Vandoptagelsen er generelt 0,3 % – 0,4 %.Det skal være akrylplade før formning
Det skal tørres under 80 ℃ – 85 ℃ i 4-5 timer.2. Akryl har effektive og indlysende ikke-newtonske væskeegenskaber i temperaturområdet for støbebearbejdning.Smelteviskositeten vil falde betydeligt med stigningen i forskydningshastigheden, og smelteviskositeten er også meget følsom over for temperaturændringen.Derfor, til støbebearbejdning af polymethylmethacrylat, kan en forøgelse af støbetrykket og -temperaturen reducere smelteviskositeten betydeligt og opnå bedre fluiditet.3. Temperaturen, ved hvilken akryl begynder at flyde, er omkring 160 ℃, og temperaturen, ved hvilken den begynder at nedbrydes, er højere end 270 ℃, med et bredt behandlingstemperaturområde.4. Viskositeten af akrylsmelte er høj, afkølingshastigheden er hurtig, og produkterne er nemme at producere intern stress.Derfor er procesforholdene strengt kontrolleret under støbningen, og produkterne skal også efterbehandles efter støbningen.5. Akryl er en amorf polymer med lille krympning og dens variationsområde, generelt omkring 0,5 % – 0,8 %, hvilket er befordrende for dannelse af plastdele med høj dimensionsnøjagtighed.6. Akryl skæreydelse er meget god, og dens profil kan let bearbejdes i forskellige nødvendige størrelser.
Behandlingsteknologi:
Akryl kan anvende støbning, sprøjtestøbning, ekstrudering, termoformning, lasergravering, laserskæring og andre processer.
Støbestøbning
Støbestøbning bruges til at danne profiler såsom plexiglasplader og stænger, det vil sige profiler dannes ved bulkpolymerisation.De støbte produkter skal efterbehandles.Efterbehandlingsbetingelserne er varmekonservering i 2 timer ved 60 ℃ og varmekonservering i 2 timer ved 120 ℃
Sprøjtestøbning
Sprøjtestøbning anvender det granulære materiale fremstillet ved suspensionspolymerisation, og støbningen udføres på den almindelige stempel- eller skruesprøjtestøbemaskine.Tabel 1 viser de typiske procesbetingelser for polymethylmethacrylat-sprøjtestøbning.Procesparametre skruesprøjtestøbemaskine stempel sprøjtestøbemaskine tønde ℃ temperatur bag 180-200 180-200 midterste 190-230 forreste 180-210 210-240 dysetemperatur ℃ 180-210 210-240 støbeform 40-240 inj. tryk MPa 80-120 80-130 holdetryk MPa 40-60 40-60 skruehastighed rp.m-1 20-30 injektionsprodukter skal også efterbehandles for at eliminere indre stress, Behandlingen udføres i en 70-80 ℃ varmluftcirkulationstørreovn.Behandlingstiden for akrylbar tager generelt omkring 4 timer afhængigt af tykkelsen af produktet.
Termoformning
Termoformning er processen med at lave plexiglasplade eller -plade til produkter i forskellige størrelser og former.Emnet skåret i den nødvendige størrelse klemmes på formrammen, opvarmes for at blødgøre det og sættes derefter under tryk for at gøre det tæt på formoverfladen for at opnå samme form som formoverfladen.Efter afkøling og formning trimmes kanten for at opnå produktet.Metoden til vakuumtrækning eller direkte tryksætning af stempel med profil kan anvendes til tryksætning.Termoformningstemperaturen kan referere til det temperaturområde, der anbefales i tabel 3. Ved brug af hurtigvakuum lavt trækformningsprodukter er det hensigtsmæssigt at antage temperaturen tæt på den nedre grænse.Ved dannelse af dybtræksprodukter med kompleks form er det hensigtsmæssigt at anvende temperaturen tæt på den øvre grænse.Generelt anvendes den normale temperatur.
Vi har alle størrelser af aryllinser, hvis du har brug for dem, bedes du venligst kontakte os, vi kan også lave den aryliske linse efter dit krav.Du kan sende tegningen til os, så kan vi lave formene til dig.Mange tak.